Alüminyum Ekstrüzyon Pres Makinası




- ruijia
- Jiangsu
- 20 gün
- 100 takım/ay
Biz profesyonel bir metal ekstrüzyon ekipmanı tedarikçisiyiz, sizin için bütün bir program yapabiliriz, yalnızca aşağıdaki bilgileri sağlamanız gerekiyor:
1. Çizim.
2. Ürün malzemesi gereksinimleri.
3. Ürün Kullanımı.
4. çıktı.
![]()

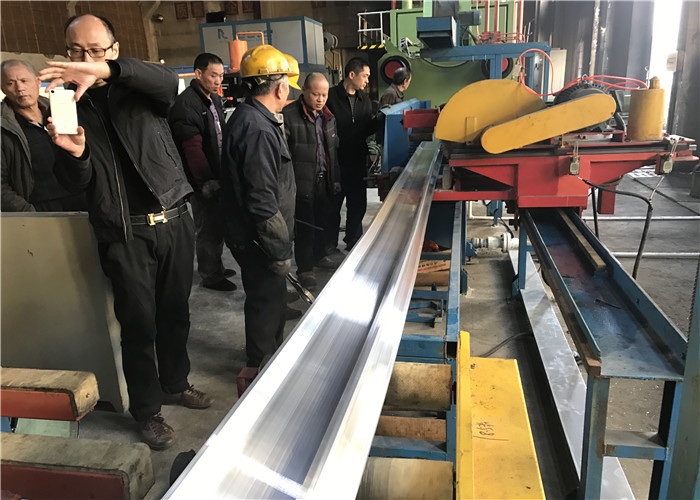
Ekstrüzyon makinesi ürün tanıtımı:
Ekstruderin ana silindir düzeneği ve ön kiriş düzeneği dört adet Φ170mm gerilim kolonu ile bağlanmıştır. Hareketli kiriş, sıkma silindiri, mil besleyici, kalıp değiştirme cihazı, otomatik basınç düşürmeli ana kesme ve hidrolik cihaz, sıkma çubuğu tarafından tahrik edilir. Ekstruder, kaynaklı çelik konstrüksiyondan oluşan bir taban ile desteklenir.
1. ana silindir tertibatı:
Ana silindir ve yan kısım sırasıyla tek etkili ve çift etkili ana pistonlarla donatılmıştır. Bu silindirlerin burçlarında 6-6-3 malzemeden bakır bir manşon kullanılır (düşük sıcaklıkta montaj işlemi kullanılarak), ana piston ise bir V-halkası ve bir bakır manşonla yalıtılmıştır. Sızdırmazlık doğruluğunu sağlamak için flanş ile silindir flanşı arasındaki boşluğu ayarlayın. Ana silindirin arka ucu, ana piston ileri doğru hareket ettirildiğinde çalışma yağının tanktan ana silindire serbestçe akmasını sağlamak için büyük bir akış dolum valfi ile donatılmıştır. Ana silindir 35# dövme çelikten yapılmış, ana piston ise alaşımlı dökme demirden yapılmış ve cilalanmıştır.
2. Ön kiriş düzeneği ve kalıp değiştirme cihazı:
Ön kiriş yüksek kaliteli 35# dökme çelikten yapılmıştır. Kalıp yuvası iki çalışma pozisyonunu benimser: ekstrüzyon pozisyonu ve temizleme pozisyonu. Çift etkili bir hidrolik silindir tarafından çalıştırılan ön kirişte kayar.
3. Ana hareketli kiriş ve ekstrüde çubuk bileşimi:
Ekstrüzyon çubuğu, hareketli kirişin ön ucuna sıkma çubuğu rakoru ile sıkıca monte edilir. Hareketli kiriş kılavuzu alt ray tarafından düzdür ve üst ray eğimlidir ve tüm strok aralığı boyunca taban tarafından desteklenir ve yönlendirilir.
4. ekstrüzyon silindiri düzeneği:
Ekstrüzyon namlu düzeneği bir sıkıştırma silindiri ceketi, dirençli ısıtma ve benzerlerinden oluşur. Ekstrüzyon silindiri kılavuzu, alt rayı düz tip olarak benimser ve üst ray, tüm strok aralığı boyunca taban tarafından desteklenen ve yönlendirilen eğimli tiptedir, böylece ekstrüzyon silindirinin hareketi düzgün tutulur. Ekstrüzyon tamburu, arka kirişe gömülü iki (veya dört) silindir tarafından çalıştırılır.
5. makas:
Ön kirişin içine dikey makas monte edilmiştir. Silindir tahrikli basınç doldurma cihazı, basıncı ve kalıbın uç yüzeyini tamamen ayırma işlevi görür. Makası çalıştıran hidrolik silindir, ekstrüzyon haznesinden, kalıptan ve diğer ısıtma elemanlarından oldukça uzakta olduğundan, uzun servis ömrünü korumak için hidrolik silindirin contaları ısıtılmaz.
6. taşıyıcı:
Taşıyıcı, ekstruderin ana çerçevesine bağlanır. Bir hidrolik silindir tarafından tahrik edilir ve yükleme işlemi sırasında külçenin merkezde kalmasını sağlamak için V şeklinde bir destek blok mekanizması ile pivot-kilitlenir.
7. tüplü ısıtma sistemini sıkın:
Ekstrüzyon haznesi harici bir dirençli ısıtma elemanı (hat içi veya halka şeklinde) tarafından ısıtılır. Isıtma elemanları üç gruba ayrılmıştır ve ekstrüzyon silindirini doğru çalışma sıcaklığında tutmak için yıldız ve üçgen yöntemleriyle otomatik olarak kontrol edilir.
8. hidrolik sistem:
Ekstruderin hidrolik gücü, elektro-hidrolik oransal kontrollü dalgıç pompa ve kantitatif kanatlı yardımcı pompa tarafından sağlanır. Ana pompaya gönderilen yağ miktarı önceden ayarlanmış bir cihaz tarafından kontrol edilir. Yağ sızıntısını önlemek için basit bir hat oluşturmak için bir çek valf, bir boşaltma valfi, bir tahliye valfi, bir mantıksal valf ve bir merkezi blok valf istasyonu kullanılır. Luo serisi vana, yüksek basıncı, büyük akışı darbe olmadan kontrol etme avantajına sahiptir. Tüm yüksek basınç hatları, O-halkalı yüz yüze flanş bağlantılı veya derin dişli dişli bağlantıya sahip dikişsiz çelik borulardan yapılmıştır.
Ana silindirin emme valfi (kelebek valfi), bakım sırasında yakıt deposunun havasının alınmasına gerek kalmaması için yakıt deposunun dışına monte edilir.
9. yağlama:
Ana silindirin hareketli kirişi ve ekstrüzyon silindiri kendi kendini yağlayan cihazlardır. Makas ve kalıp tabanları manuel olarak yağlanır.
10. Soğutma:
Plakalı eşanjör müşteri gereksinimlerine göre seçilebilir veya yağ sıcaklığının ekstruderin gereksinimlerini karşıladığından emin olmak için bağımsız özel yağ soğutma ekipmanı kurulabilir.
11. operasyon:
1. ekstrüzyon döngüsü:
Ekstrüzyon kontrolü, tam otomatik tekrarlanan döngülerin veya yarı sürekli otomatik döngülerin kullanılmasına olanak tanır. Ekstruder aşağıdaki çalışma çevrimlerini sağlayabilir:
1) Kontrol modu seçimine dayalı döngü:
El kitabı
B. otomatik olarak bir döngü (ekstrüzyon tüpünden başlayarak):
2) Ekstrüzyon hızı (isteğe bağlı sabit hız):
Ekstrüzyon hızı, çalışma ekranındaki ön ayarlı bir cihaz vasıtasıyla sıfır kademesiz hızdan maksimum hız değerine kadar ayarlanabilmektedir. Otomatik çevrimde, dolum hızını, ekstrüzyon hızını ve azaltma oranını belirlemek için ekstrüzyon hızı programlanabilir.
3) Ekstrüzyon namlusunun sıcaklık kontrolü:
4)Ekstrüzyon silindirindeki ısıtıcı bir termokupl ile donatılmıştır. Termokupl sinyaline göre, ısıtmaya elektrik enerjisi girilir ve sıcaklık, her sıcaklığın görüntülenmesi için kapsamlı bir cihaz tarafından kontrol edilir.
5) Güvenlik kontrolü:
Ekstruderin kontrolü, yanlış kullanım nedeniyle ekipmanın zarar görmesini önlemek için kilitlere sahiptir. Operasyon panelinde acil durdurma butonu bulunmaktadır.
12. Elektrik parçasının teknik parametreleri:
1) Giriş kapasitesi ve voltajı.
A) Giriş voltajı: AC 380V 3 faz 50HZ
B) Kontrol döngüsü: AC 220V 1 faz 50HZ
2) Topraklama:
Nötr----------- sıkıca topraklanmış
3) Güç kaynağı sistemi, 380V AC, 3 fazlı, 50HZ, kapasite (cihazın boyutuna bağlı olarak)
Müşteriler magnezyumu sıkmak için ekstruderimizi kullanıyor:

Müşteriler alüminyumu sıkmak için ekstruderimizi kullanıyor:

Müşteriler gümüşü sıkmak için ekstruderimizi kullanıyor:

Danışmaya hoş geldiniz, teknik ekibimiz size en profesyonel ve özenli hizmeti sunacaktır!